Are you looking to master the art of precision welding? Whether you’re working in automotive manufacturing, infrastructure projects, or industrial fabrication across Indonesia, understanding the TIG welding process is essential for producing clean, strong, and reliable welds. This comprehensive guide will walk you through everything you need to know, from selecting the right tungsten electrode to fine-tuning your amperage settings for different materials.
What is TIG Welding?
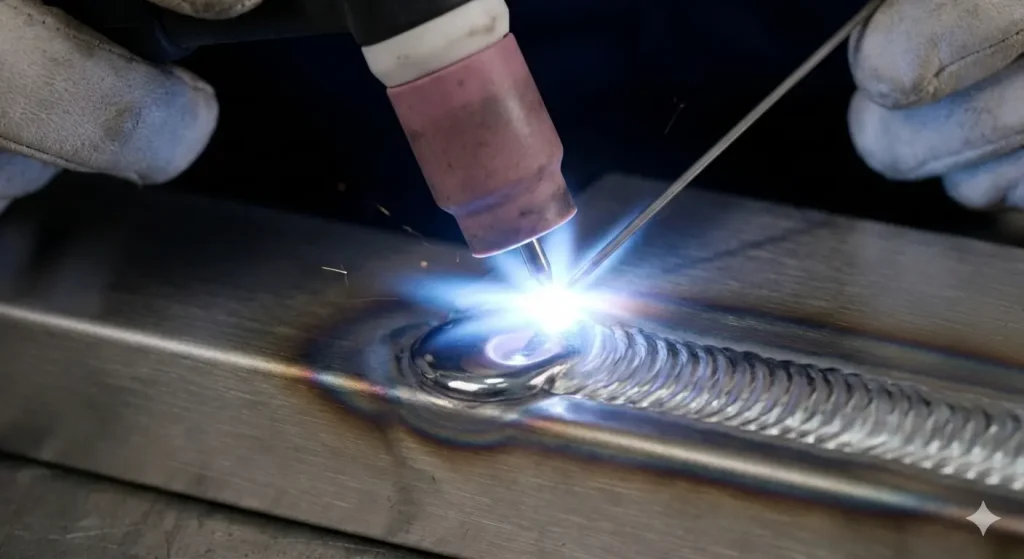
TIG (Tungsten Inert Gas) welding, also known as Gas Tungsten Arc Welding (GTAW), is a precision welding method widely used in demanding industries such as aerospace, automotive manufacturing, and construction. The TIG process uses a non-consumable tungsten electrode to create the arc, while an inert gas (typically argon) protects the weld from atmospheric contamination.
What makes the TIG process special is its exceptional level of control and precision. Unlike other welding methods, TIG allows welders to produce high-quality joints with minimal distortion, perfect for applications where strength and appearance both matter.
Why Choose the TIG Process?
Precision and Control
The TIG process offers unmatched precision, making it ideal for delicate work on thin materials or intricate joints. Welders can adjust the welding current in real-time using foot pedals or fingertip controls, ensuring consistent heat input throughout the weld.
Versatility Across Materials
From aluminum to stainless steel to mild steel, the TIG process can handle virtually any metal. This versatility makes it invaluable for manufacturers working with diverse materials, whether you’re fabricating automotive components, construction reinforcement, or specialized industrial equipment.
Clean, Aesthetic Welds
TIG welding produces clean welds with minimal spatter and no slag, making it perfect for applications where appearance matters. This is especially important in stainless steel fabrication for food equipment, architectural metalwork, and visible structural components.
Essential Components of the TIG Process
Tungsten Electrodes: The Heart of TIG Welding
Tungsten electrodes are critical to the TIG process. Their high melting point (3,422°C) ensures they don’t melt during welding, providing a stable, consistent arc. Choosing the right tungsten type significantly impacts your weld quality.
| Tungsten Type |
Best For |
| Pure Tungsten (Green) |
AC welding of aluminum and magnesium, excellent arc stability |
| Thoriated Tungsten (Red) |
DC welding of carbon steel, stainless steel, and nickel alloys |
| Ceriated Tungsten (Orange) |
Excellent arc starting at low currents, both AC and DC applications |
| Lanthanated Tungsten (Gold) |
Stable arc with minimal erosion, balanced choice for most applications |
| Zirconiated Tungsten (Brown) |
Excellent arc stability, primarily for AC welding of aluminum |
Electrode Size Selection:
- 1/16″ (1.6mm): For low amperage and thin materials
- 3/32″ (2.4mm): Medium amperage, the most versatile size
- 1/8″ (3.2mm): High amperage applications and thicker materials
Shielding Gas: Protecting Your Weld
In the TIG process, shielding gas is essential for protecting the molten weld pool from atmospheric contamination. Oxygen, nitrogen, and hydrogen in the air can cause porosity, oxidation, and weak welds.
Most Common Shielding Gases:
Argon: The standard choice for most TIG applications. It provides an inert, stable arc and works well with aluminum, stainless steel, and mild steel.
Helium: Offers higher heat input and deeper penetration due to its high thermal conductivity. Often mixed with argon for welding thicker materials.
Gas Flow Rate Guidelines:
- Standard range: 15-20 cubic feet per hour (CFH) for most applications
- Adjust higher in windy conditions or outdoor welding
- Reduce slightly in confined spaces to prevent turbulence
Power Supply and Current Settings
The TIG process requires a constant current (CC) power supply to maintain arc stability. Understanding current types is crucial:
Direct Current Electrode Negative (DCEN): Used for welding steel, stainless steel, nickel, and titanium. Provides deeper penetration and a stable arc.
Alternating Current (AC): Essential for aluminum and magnesium welding. The AC cycle includes a cleaning action that removes oxide layers, critical for aluminum welding success.
Setting Up Your TIG Welding Equipment
Step 1
Select the Right Tungsten Electrode
Match your tungsten type to your base material and current type. For steel and stainless steel work (common in construction and automotive applications), thoriated or ceriated tungsten with DCEN current is ideal. For aluminum fabrication, use pure or zirconiated tungsten with AC current.
Step 2
Prepare Your Tungsten
Proper tungsten preparation ensures a stable arc:
- For DC welding: Grind the tungsten to a sharp point using a dedicated tungsten grinder. Always grind lengthwise, not across the tip.
- For AC welding: Form a rounded ball on the tip by striking an arc briefly before welding.
- Keep tungsten electrodes clean and contamination-free by storing them properly and using dedicated grinding equipment.
Step 3
Set Your Shielding Gas Flow
Connect your argon cylinder and set the flow rate between 15-20 CFH as a starting point. Use a flow meter to ensure accuracy. Before starting, test for leaks in your gas lines and connections—even small leaks can compromise weld quality.
Step 4
Configure Your Welding Machine
Modern TIG welders offer various settings to optimize the TIG process:
- Current type: AC for aluminum/magnesium, DC for steel/stainless steel
- Amperage: Set based on material thickness (see guidelines below)
- Balance control (for AC): Typically 70-80% electrode negative for aluminum
- Pulse settings: If available, pulse mode helps control heat input on thin materials
Adjusting TIG Welding Parameters for Different Materials
Success with the TIG process depends on matching your settings to your material. Here’s a practical guide for common metals used in Indonesian manufacturing:
Welding Stainless Steel
Stainless steel is widely used in food equipment, chemical processing, and architectural applications.
Recommended Settings:
- Current: DCEN (DC Electrode Negative)
- Tungsten: Thoriated or ceriated (1/16″ to 3/32″)
- Shielding gas: Pure argon at 15-20 CFH
- Amperage: 80-120 amps for 1/8″ (3mm) thickness
Pro tip: Keep your tungsten electrode sharp and maintain a short arc length (about 1/8″) for better control and cleaner welds.
Welding Mild Steel
Mild steel is the backbone of construction, infrastructure, and general fabrication.
Recommended Settings:
- Current: DCEN
- Tungsten: Thoriated (2% or 1.5%)
- Shielding gas: Pure argon (small amounts of CO2 can be added for thicker materials)
- Amperage: 100-150 amps for 1/8″ (3mm) thickness
Welding Aluminum
Aluminum is common in automotive components, marine applications, and lightweight structures.
Recommended Settings:
- Current: AC with balance control
- Tungsten: Pure, zirconiated, or lanthanated
- Shielding gas: Pure argon at 15-25 CFH
- Amperage: 200-250 amps for 1/4″ (6mm) thickness
- Balance: 70-80% electrode negative
Important: Aluminum requires thorough cleaning before welding. Remove oxide layers with a stainless steel brush (dedicated to aluminum only) or chemical cleaning.
Material Thickness and Amperage Guide
| Material Thickness |
Recommended Amperage |
| Thin materials (1-2mm) |
40-80 amps |
| Medium materials (3-4mm) |
90-140 amps |
| Thick materials (5-6mm) |
150-220 amps |
| Very thick materials (6mm+) |
220+ amps |
Always start at the lower end and increase gradually while watching the weld pool behavior.
Essential TIG Welding Techniques
Proper Torch Angle and Movement
Hold your TIG torch at a 15-20 degree angle to the workpiece, pushing the weld pool forward. This angle ensures proper shielding gas coverage while giving you good visibility of the weld pool. Maintain a consistent distance of about 1/8″ (3mm) between the tungsten tip and the workpiece.
Heat Control: The Key to Quality
The TIG process demands excellent heat control. Use a foot pedal to modulate amperage in real-time, increasing heat when you need deeper penetration and reducing it on thinner sections or at corners. Gradual heat application prevents warping and distortion, especially important when welding thin sheet metal or heat-sensitive materials.
Filler Rod Technique
When adding filler metal, maintain a consistent rhythm. Dip the filler rod into the leading edge of the weld pool at regular intervals, creating the characteristic “stacked dimes” appearance that indicates a quality TIG weld. Choose filler rod composition that matches or complements your base material for optimal strength.
Advanced Technique: Pulsed TIG Welding
If your machine has pulse capability, use it for better control on thin materials. Pulsed TIG alternates between high and low amperage, reducing overall heat input while maintaining good penetration. This technique is particularly useful for:
- Thin sheet metal fabrication
- Heat-sensitive materials
- Reducing warping in precision work
- Creating more consistent bead appearance
Troubleshooting Common TIG Welding Problems
Problem: Porosity in Welds
Porosity appears as small holes or voids in the weld and indicates contamination or inadequate shielding.
Solutions:
- Clean base metal thoroughly, remove all oil, grease, paint, and rust
- Increase shielding gas flow rate (but not too much, as excessive flow creates turbulence)
- Check for gas leaks in your lines and connections
- Ensure tungsten electrode is clean and properly prepared
- Protect your work area from drafts and wind
Problem: Burn-Through on Thin Material
Excessive heat causes holes in thin materials, especially sheet metal.
Solutions:
- Reduce amperage settings
- Increase travel speed
- Use pulse TIG mode if available
- Add filler metal more frequently to absorb heat
- Consider using a backing plate or heat sink
Problem: Poor Penetration
Welds appear to sit on the surface without proper fusion.
Solutions:
- Increase amperage
- Slow down travel speed
- Ensure proper joint preparation and fit-up
- Clean base metal more thoroughly
- Reduce shielding gas flow if excessive turbulence is suspected
Problem: Unstable or Wandering Arc
The arc jumps around instead of staying focused.
Solutions:
- Re-grind tungsten electrode to proper shape
- Check for magnetic interference near the work area
- Adjust AC balance control (for aluminum welding)
- Ensure proper ground connection
- Verify appropriate shielding gas flow
Problem: Tungsten Contamination
The tungsten electrode touches the weld pool, introducing impurities.
Solutions:
- Maintain proper arc length (about 1/8″)
- Improve torch control and steadiness
- Replace contaminated tungsten and re-grind
- Practice on scrap material to improve technique
Quality Assurance in the TIG Process
To ensure consistent results with the TIG process:
📋 Document Settings
Keep a log of successful parameter combinations for different materials and thicknesses
🔧 Perform Test Welds
Always test on scrap material before starting critical work
👁️ Visual Inspection
Check for consistent bead appearance, proper penetration, and absence of defects
✅ Follow Standards
Adhere to relevant welding codes and standards (AWS, SNI, etc.) for your application
🛠️ Maintain Equipment
Regularly check gas flow, clean torch components, and replace consumables
Final Tips for TIG Welding Success
1
Start with Quality Materials
The TIG process can produce exceptional welds, but it cannot overcome poor base material quality or inappropriate filler selection. Using properly specified steel wire and materials ensures your welds meet design requirements.
2
Practice Consistently
TIG welding is a skill that improves with practice. Spend time developing steady torch control, consistent filler rod feeding, and smooth heat modulation.
3
Keep Everything Clean
Cleanliness is critical in the TIG process. Clean work surfaces, clean tungsten, clean filler rod, and clean shielding gas all contribute to porosity-free, high-quality welds.
4
Match Parameters to Application
Don’t use one-size-fits-all settings. Take time to dial in the right amperage, gas flow, and technique for each specific job.
5
Stay Current
Welding technology continues to evolve. Modern inverter-based TIG machines offer features like pulse, AC frequency control, and programmable settings that make the TIG process easier and more consistent.
Conclusion
Mastering the TIG welding process requires understanding the interplay between tungsten selection, shielding gas, amperage settings, and welding technique. While it may seem complex at first, following systematic approaches to parameter selection and practicing fundamental techniques will lead to consistent, high-quality results.
Whether you’re welding stainless steel for food processing equipment, fabricating structural steel for infrastructure projects, or working with aluminum in automotive applications, the TIG process offers the precision and control needed for demanding work. By understanding the principles outlined in this guide and adapting them to your specific materials and applications, you’ll be well-equipped to produce professional-quality welds that meet the highest standards.
Remember: quality welding starts with quality preparation, proper parameter selection, and consistent technique. Take time to set up correctly, test your settings, and refine your approach for each application. The investment in proper TIG welding knowledge pays dividends in stronger joints, fewer defects, and greater confidence in your work.
Ready to Improve Your Welding?
Visit Intiroda for quality welding materials and expert guidance
Visit Intiroda.co.id